

联系人:王震伟
联系电话:13815109015
座机: 0510-85539268
网址:www.mingfengwx.com
地址:无锡市龙延村西溪路25号

高密度铁基锻件的方法,按照顺序包括如下步骤: 制备含铁基金属粉末和石墨粉末的铁基粉末混合物。杆头吊耳锻造 对该铁基粉末混合物进行预成形压制,以形成预成形坯;另外,锤打锻件可以增加抗冲击能力,即提冲击功 Ak值,而且在每分钟锤击次数达到数值时,横向和纵向ak值为接近。供应杆头吊耳锻造锤打锻件之所以性能较高,主要是锤打过程中,基体里面缺陷组织和大组织会大部(或部分)被打碎重组,因而使整体材料成分均匀,组织和晶粒细致,强韧指标同时得到升。廊坊杆头吊耳锻造显而易见,这主要是说锤打锻件和热轧型材性能的比较,如果是水压机或机静压成型模锻件,其性能应处在上述二者之间。
热模锻压力机采用整体床身或有预应力的框架式机身,通过曲柄连杆机构使滑块往复运动进行模锻。供应杆头吊耳锻造热模锻压力机滑块运动准确,模具有导向装置(锻模的上模固定在滑块上),分为预成形、预锻、终锻等工步, 每个工步金属变形均为一次行程完成,变形较均匀且生产效率高;有顶出机构,锻件的模锻斜度可较小,且可直立镦锻“头杆形”锻件;锻造力是压力而非冲击力,有利于提高金属塑性。廊坊杆头吊耳锻造它具有刚性好、锻件精度高、能安排多模膛模锻和一模多件、滑块行程一定、速度低、操作简单并容易实现自动化生产等特点。但由于热模锻压力机的滑块行程和速度固定,故不适于拔长和滚压工步,且设备和模具复杂、造价高,仅适用于大批、大量生产。

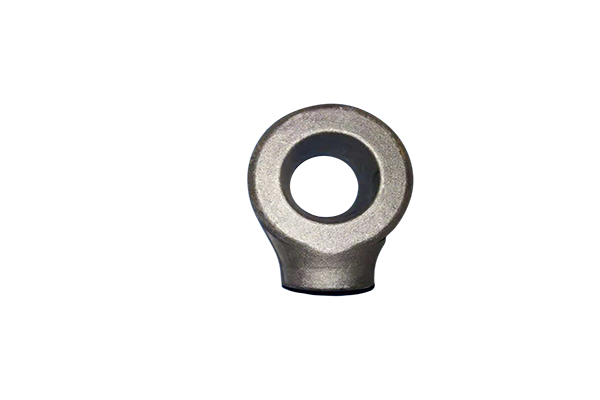
在众多的输送机配件产品中,吊耳是提升运输作业里不可缺少的部件,它是主要的吊点结构,因此要求有很好的承重能力和稳定性,它能够被值得依赖,是因为它的吊耳质量好,不易变形,耐腐蚀性强。杆头吊耳锻造而它的安装顺序为:根据吊运的物体来选择吊耳中间连接和端部连接。吊耳和连接件应在同一个连接受力中心上。吊耳不允许扭曲、交错安装。供应杆头吊耳锻造吊耳、连接件互相匹配。吊耳受空载和载荷的情况下,不应受到撞击和捶击,更不允许随即拆卸。吊运时充分考虑环境的安全性,不安全的环境不吊运,吊运时人必须与现场保持一定距离。严格遵守吊装吊运的安全规则。

模锻件锻造折叠这一现象的处理方法包括:提高模具的生产质量以及制造工艺水平,从而保证火完全成型,避免热校正工序,也就是不在对模锻件进行型腔二次处理。供应杆头吊耳锻造然而,在其生产制造过程中需要对工人操作、产品质量、生产率、成本、工艺和设备等环节进行综合考虑,对于所有的终锻型腔,均有可能使用到热校正、预锻和制坯等环节。杆头吊耳锻造另一制造手段在于,在锻件再次置入型腔前,需要将其模线附近的毛刺完全修磨掉,但是,这一处理技术的生产效率较低,且操作成本较高,会降低产品生产质量的稳定性,大大增加工人的工作量和工作强度。

传统去除方法;化学氧化法:处理方法是将零件放于配制好的溶液中,在一定的温度下经一定时间的氧化反应后,则形成了一层保护膜,再经清洗及烘干等操作即可。供应杆头吊耳锻造碱性氧化法:处理时把零件浸渍在调配好的溶液中加热到135℃~155℃,处理时间的长短取决于零件中的碳含量的高低。金属零件经氧化处理后,再用60℃~80℃的含量为15g/L~20g/L肥皂水漂洗一下,时间为2min~5min,然后分别用冷水和热水冲洗干净并吹干或烘干5min~10min(温度为80℃~90℃)。廊坊杆头吊耳锻造酸性氧化法:即将零件置于酸性溶液中进行处理。与碱性氧化法比较,酸性氧化法较为经济,处理后金属表面所生成的保护膜,耐腐蚀性和机械强度均超过碱性氧化处理后所生成薄膜的性能,故应用广泛。

模锻件拔长时的变形特点:模锻件拔长时坯料变形情况与镦粗变形有某些相似之处,它是两端有不变形金属的镦粗。杆头吊耳锻造拔长时,关注的是拔长速度和拔长对锻件质量的影响。供应杆头吊耳锻造送进量的大小,除影响生产率外,海影响锻件质量当送进量太小,而坯料厚度又比较大,会出现锻不透的现象,坯料内变形小而产生轴向拉应力,有可能导致模锻件内产生裂纹。送进量过大又会产生外部横向裂纹和内纵向裂纹。所以,送进量还需要根据坯料厚度来考虑。廊坊杆头吊耳锻造压下量是指变形前后坯料厚度之差,每次锤击的压下量不宜过大一般压后断面的宽高比应小于2至2.5倍,否则反转90度在锻压二次时就会生产弯曲以致形成折叠。拔长时模锻件坯料温度适中、均匀。




