

联系人:王震伟
联系电话:13815109015
座机: 0510-85539268
网址:www.mingfengwx.com
地址:无锡市龙延村西溪路25号

氧化:金属坯料在加热时与炉中氧化性气体反应生成氧化物的现象称为氧化。氧化皮的产生,不仅能造成金属的烧损,也能降低锻件表面质量和尺寸精度。推荐配套油缸缸底锻造当氧化皮压入锻件内深度超过机械加工余量时,能导致锻件报废。脱碳:加热时金属坯料表层的碳与氧等介质发生化学反应造成表层碳元素降低的现象称为脱碳。脱碳会使表层硬度下降,耐磨性降低。配套油缸缸底锻造如脱碳层厚度小于机械加工余量,不会对锻件造成危害;反之则影响锻件质量。采用快速加热、在坯料表层涂保护涂料、在中性介质或还原性介性中加热都能减缓脱碳。过热:金属坯料由加热温度过高或高温下保温时间太长引起晶粒粗大的现象称为过热。过热会使坯料塑性下降,锻件的力学性能降低。为此,要严格控制加热温度,尽可能缩短高温阶段的保温时间来预防过热的产生。

单冲:单次完结冲孔,包含直线散布、圆弧散布、圆周散布、栅格孔的冲压。推荐配套油缸缸底锻造同方向的接连冲裁:运用长方形模具部分堆叠加工的方法,能够进行加工长型孔、切边等。苏州配套油缸缸底锻造多方向的接连冲裁:运用小模具加工大孔的加工方法。蚕食:运用小圆模以较小的步距进行接连冲制弧形的加工方法。单次成形:按模具形状一次浅拉伸成型的加工方法。接连成形:成型比模具尺度大的成型加工方法,如大尺度百叶窗、滚筋、滚台阶等加工方法。阵列成形:在大板上加工多件相同或不同的工件加工方法。

热模锻压力机采用整体床身或有预应力的框架式机身,通过曲柄连杆机构使滑块往复运动进行模锻。推荐配套油缸缸底锻造热模锻压力机滑块运动准确,模具有导向装置(锻模的上模固定在滑块上),分为预成形、预锻、终锻等工步, 每个工步金属变形均为一次行程完成,变形较均匀且生产效率高;有顶出机构,锻件的模锻斜度可较小,且可直立镦锻“头杆形”锻件;锻造力是压力而非冲击力,有利于提高金属塑性。苏州配套油缸缸底锻造它具有刚性好、锻件精度高、能安排多模膛模锻和一模多件、滑块行程一定、速度低、操作简单并容易实现自动化生产等特点。但由于热模锻压力机的滑块行程和速度固定,故不适于拔长和滚压工步,且设备和模具复杂、造价高,仅适用于大批、大量生产。
传统去除方法;化学氧化法:处理方法是将零件放于配制好的溶液中,在一定的温度下经一定时间的氧化反应后,则形成了一层保护膜,再经清洗及烘干等操作即可。推荐配套油缸缸底锻造碱性氧化法:处理时把零件浸渍在调配好的溶液中加热到135℃~155℃,处理时间的长短取决于零件中的碳含量的高低。金属零件经氧化处理后,再用60℃~80℃的含量为15g/L~20g/L肥皂水漂洗一下,时间为2min~5min,然后分别用冷水和热水冲洗干净并吹干或烘干5min~10min(温度为80℃~90℃)。苏州配套油缸缸底锻造酸性氧化法:即将零件置于酸性溶液中进行处理。与碱性氧化法比较,酸性氧化法较为经济,处理后金属表面所生成的保护膜,耐腐蚀性和机械强度均超过碱性氧化处理后所生成薄膜的性能,故应用广泛。
曲轴锻压机用模锻件图:曲轴锻压机用模锻件图与制订锤上模锻件图的规则基本相同,但有以下三条特殊考虑因素:(1)锻压机具有顶杆装置,配套油缸缸底锻造就可以立着锻造带长杆的锻件(即杆的轴线与滑块运动方向一样),以减少在分模面上模锻件的周界,并减少毛边金属的消耗;(2)锻压机上模锻的锻件,它的余量的平均尺寸比锤上小30~50%,具体数字可查有关手册定;(3)如靠手钳将锻件从模槽中取出的话,模锻斜度与锤上锻件一样确定,当采用顶杆将锻件顶出时。苏州配套油缸缸底锻造模锻斜度可显著地减小,但也不能完全没有,否则顶杆受负荷过大。

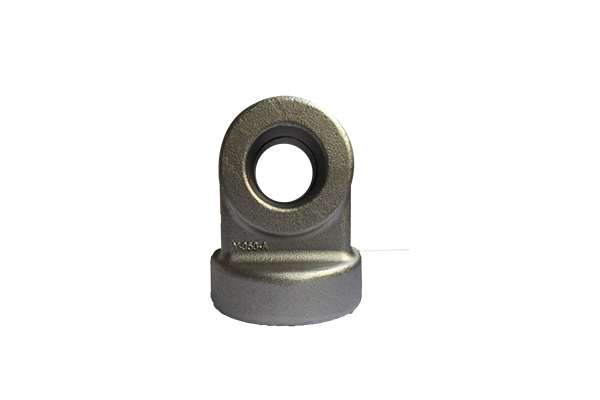
配套油缸缸底锻造是机器中经常遇到的典型部件之一。它在机械中主要用于支承齿轮、带轮、凸轮以及连杆等传动件,以传递扭矩。按结构形式不同,轴可以分为阶梯轴、锥度心轴、光轴、空心轴、曲轴、凸轮轴、偏心轴、很多丝杠等。苏州配套油缸缸底锻造它主要用来支承传动部件,传递扭矩和承受载荷。轴类部件是旋转体部件,其长度大于直径,一般由同心轴的外圆柱面、圆锥面、内孔和螺纹及相应的端面所组成。根据结构形状的不同,轴类部件可分为光轴、阶梯轴、空心轴和曲轴等。推荐配套油缸缸底锻造手工锻造是用手锻工具依靠人力打击,在铁砧上进行的,劳动强度大。




