

联系人:王震伟
联系电话:13815109015
座机: 0510-85539268
网址:www.mingfengwx.com
地址:无锡市龙延村西溪路25号

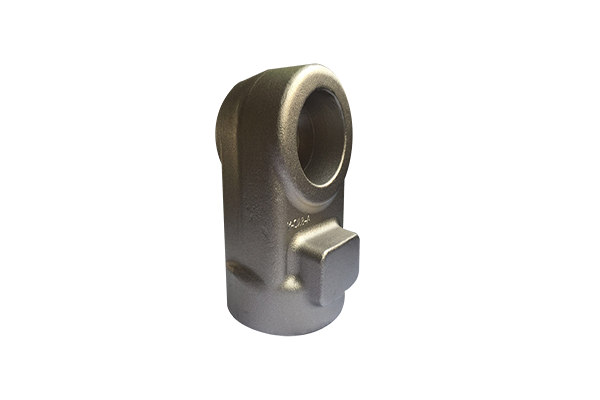
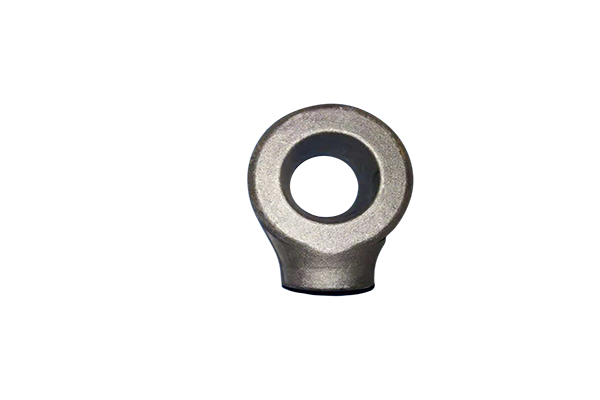
使用时要充分考虑起重安全载荷的保险系数,一般吊耳应保证2倍工作载荷不变形,4倍载荷能承载、不断裂的原则。锻件定制使用时要考虑使用频率、磨损、受腐蚀、强酸、强盐、高温工作环境的影响。吊耳应有足够的刚性和稳定性,具有抗疲劳、耐冲击的性能。推荐锻件定制吊耳连接后,连接的尺寸应一致,连接后的支索应等长,安全系数互相匹配。吊耳连接,应有足够的活动空间,保证连接件1.2倍空间。吊耳定期的无损探伤,一般6个月进行一次无损探伤,确保卸扣连接的安全性。配用吊耳时,首先看清吊耳载荷标志,必须按安全载荷使用,不允许超载使用。在使用过程中必须先试吊、后起吊,具有可靠的平衡平稳的重心,才能安全可靠的吊装。

氧化:金属坯料在加热时与炉中氧化性气体反应生成氧化物的现象称为氧化。氧化皮的产生,不仅能造成金属的烧损,也能降低锻件表面质量和尺寸精度。推荐锻件定制当氧化皮压入锻件内深度超过机械加工余量时,能导致锻件报废。脱碳:加热时金属坯料表层的碳与氧等介质发生化学反应造成表层碳元素降低的现象称为脱碳。脱碳会使表层硬度下降,耐磨性降低。锻件定制如脱碳层厚度小于机械加工余量,不会对锻件造成危害;反之则影响锻件质量。采用快速加热、在坯料表层涂保护涂料、在中性介质或还原性介性中加热都能减缓脱碳。过热:金属坯料由加热温度过高或高温下保温时间太长引起晶粒粗大的现象称为过热。过热会使坯料塑性下降,锻件的力学性能降低。为此,要严格控制加热温度,尽可能缩短高温阶段的保温时间来预防过热的产生。
表面裂纹多发生在轧制棒材和锻制棒材上,一般呈直线形状,和轧制或锻造的主变形方向一致。锻件定制造成这种缺陷的原因很多,例如钢锭内的皮下气泡在轧制时一面沿变形方向伸长,一面暴露到表面上和向内部深处发展。又如在轧制时,坯料的表面如被划伤,冷却时将造成应力集中,从而可能沿划痕开裂等等。淮安锻件定制这种裂纹若在锻造前不去掉,锻造时便可能扩展引起锻件裂纹。折叠形成的原因是当金属坯料在轧制过程中,由于轧辊上的型槽定径不正确,或因型槽磨损面产生的毛刺在轧制时被卷入,形成和材料表面成一定倾角的折缝。对钢材,折缝内有氧化铁夹杂,四周有脱碳。折叠若在锻造前不去掉,可能引起锻件折叠或开裂。
平锻机模锻专用性较强,主要锻造工序有局部镦粗(聚集)、终锻、冲孔、切边、剪断、穿孔等,可完成切边、剪料、弯曲、热精压等组合工序,能锻出两个不同方向上有凹槽或凹孔的锻件,能锻出长杆类和长杆空心锻件等热模锻压力机上无法锻出的锻件,且可采用无模锻斜度。推荐锻件定制平锻机是具有镦锻滑块和夹紧滑块的卧式压力机,其主滑块水平运动,故称之为平锻机。平锻机有两个互相垂直的分模面,主分模面在冲头与凹模之间,另一个分模面在活动凹模与固定凹模之间。淮安锻件定制曲柄连杆机构带动镦锻滑块作直线往复运动,通过杠杆系统带动.上机身(夹紧滑块)上下摆动,当活动凹模与固定凹模夹紧坯料后,神头前行镦锻,金属充满模膛。随后,冲头退回,凹模分开,即可取出坯料放入下一个模膛。重复以上过程,直至完成全部锻造工作。




