

联系人:王震伟
联系电话:13815109015
座机: 0510-85539268
网址:www.mingfengwx.com
地址:无锡市龙延村西溪路25号

平锻机模锻专用性较强,主要锻造工序有局部镦粗(聚集)、终锻、冲孔、切边、剪断、穿孔等,可完成切边、剪料、弯曲、热精压等组合工序,能锻出两个不同方向上有凹槽或凹孔的锻件,能锻出长杆类和长杆空心锻件等热模锻压力机上无法锻出的锻件,且可采用无模锻斜度。供应杆头吊耳锻造平锻机是具有镦锻滑块和夹紧滑块的卧式压力机,其主滑块水平运动,故称之为平锻机。平锻机有两个互相垂直的分模面,主分模面在冲头与凹模之间,另一个分模面在活动凹模与固定凹模之间。山西杆头吊耳锻造曲柄连杆机构带动镦锻滑块作直线往复运动,通过杠杆系统带动.上机身(夹紧滑块)上下摆动,当活动凹模与固定凹模夹紧坯料后,神头前行镦锻,金属充满模膛。随后,冲头退回,凹模分开,即可取出坯料放入下一个模膛。重复以上过程,直至完成全部锻造工作。
模锻件拔长时的变形特点:模锻件拔长时坯料变形情况与镦粗变形有某些相似之处,它是两端有不变形金属的镦粗。杆头吊耳锻造拔长时,关注的是拔长速度和拔长对锻件质量的影响。供应杆头吊耳锻造送进量的大小,除影响生产率外,海影响锻件质量当送进量太小,而坯料厚度又比较大,会出现锻不透的现象,坯料内变形小而产生轴向拉应力,有可能导致模锻件内产生裂纹。送进量过大又会产生外部横向裂纹和内纵向裂纹。所以,送进量还需要根据坯料厚度来考虑。山西杆头吊耳锻造压下量是指变形前后坯料厚度之差,每次锤击的压下量不宜过大一般压后断面的宽高比应小于2至2.5倍,否则反转90度在锻压二次时就会生产弯曲以致形成折叠。拔长时模锻件坯料温度适中、均匀。

造成工程机械液压系统的泄漏的因素是多方面综合影响的结果,以现有的技术和材料,要想从本质上消除液压系统的泄漏是很难做到的。杆头吊耳锻造只有从以上影响液压系统泄漏因素出发,采取合理的措施尽量减少液压系统泄漏。在设计和加工环节中要充分考虑影响泄漏的重要因素密封沟槽的设计和加工。山西杆头吊耳锻造另外,密封件的选择也是非常重要的,如果不在一开始全面考虑泄漏的影响因素,将会给以后的生产中带来无法估量的损失。选择正确的装配和修理方法,借鉴以往的经验。如,在密封圈的装配中尽量采用专用工具、并且在密封圈上涂一些润滑脂。在液压油的污染控制上,要从污染的源头入手,加强污染源的控制,还要采取有效的过滤措施和定期的油液质量检查。为有效的切断外界因素(水、尘埃、颗粒等)对液压油缸的污染,可加一些防护措施等。总之,泄漏的防治要全面入手,综合考虑才能做到行之有效。

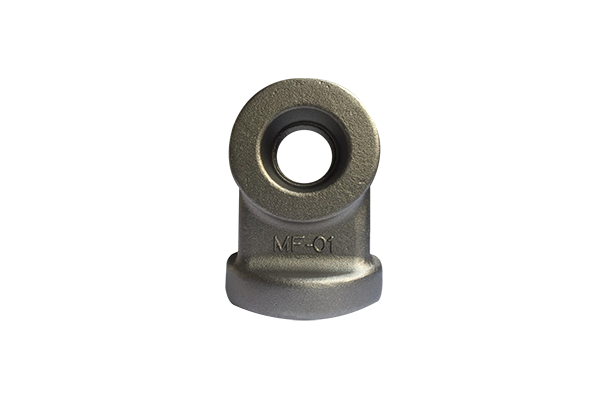
杆头吊耳锻造是金属被施加压力,通过塑性变形塑造要求的形状或压缩力的物件。这种力量典型的通过使用铁锤或压力来实现。锻件过程建造了颗粒结构,并改进了金属的物理属性。在部件的现实使用中,一个正确的设计能使颗粒流在主压力的方向。锻件需要每片都是一样的,没有多孔性、多余空间、内含物或其他的瑕疵。山西杆头吊耳锻造加工需要每片都是一样的,没有多孔性、多余空间、内含物或其他的瑕疵。这种方法生产的元件,强度与重量比有一个高的比率。这些元件通常被用在飞机结构中。
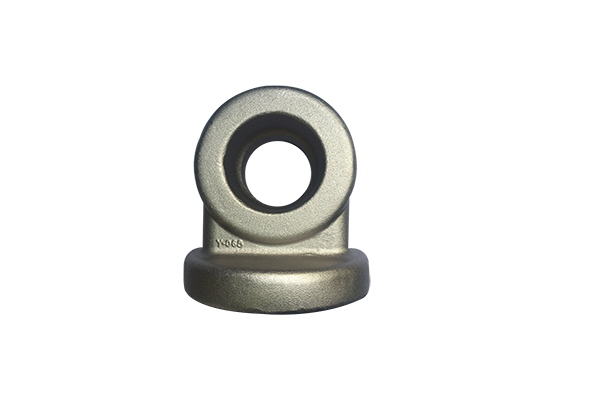
锻件因锻造生产方法的不同分为自由锻件和模锻件。杆头吊耳锻造又因模锻时所用设备不同分为锤上模锻件、曲 柄压力机模锻件和液压机模锻件等,以锤上模锻件比 较典型。供应杆头吊耳锻造锤上锻件的模锻工艺方案的制定取决于锻 或短,或不带杆部。除可采用拔长、滚挤制坯外,还要 进行弯曲制坯。若锻件杆部较长,还应采用带有劈开坪 台的预锻工步。 饼状锻件锻件在分模面上的投影为圆形、长宽 尺寸相差不大的方形或近似方形。模锻时,坯料轴线方 向和打击方向相同,金属沿高度、宽度方向同时流动。 山西杆头吊耳锻造属于此类锻件分为两组(见表)。 锻件分类表 币 第1组:简单形状锻件。




