

联系人:王震伟
联系电话:13815109015
座机: 0510-85539268
网址:www.mingfengwx.com
地址:无锡市龙延村西溪路25号

使用时要充分考虑起重安全载荷的保险系数,一般吊耳应保证2倍工作载荷不变形,4倍载荷能承载、不断裂的原则。整体锻造使用时要考虑使用频率、磨损、受腐蚀、强酸、强盐、高温工作环境的影响。吊耳应有足够的刚性和稳定性,具有抗疲劳、耐冲击的性能。推荐整体锻造吊耳连接后,连接的尺寸应一致,连接后的支索应等长,安全系数互相匹配。吊耳连接,应有足够的活动空间,保证连接件1.2倍空间。吊耳定期的无损探伤,一般6个月进行一次无损探伤,确保卸扣连接的安全性。配用吊耳时,首先看清吊耳载荷标志,必须按安全载荷使用,不允许超载使用。在使用过程中必须先试吊、后起吊,具有可靠的平衡平稳的重心,才能安全可靠的吊装。

平锻机模锻专用性较强,主要锻造工序有局部镦粗(聚集)、终锻、冲孔、切边、剪断、穿孔等,可完成切边、剪料、弯曲、热精压等组合工序,能锻出两个不同方向上有凹槽或凹孔的锻件,能锻出长杆类和长杆空心锻件等热模锻压力机上无法锻出的锻件,且可采用无模锻斜度。推荐整体锻造平锻机是具有镦锻滑块和夹紧滑块的卧式压力机,其主滑块水平运动,故称之为平锻机。平锻机有两个互相垂直的分模面,主分模面在冲头与凹模之间,另一个分模面在活动凹模与固定凹模之间。武汉整体锻造曲柄连杆机构带动镦锻滑块作直线往复运动,通过杠杆系统带动.上机身(夹紧滑块)上下摆动,当活动凹模与固定凹模夹紧坯料后,神头前行镦锻,金属充满模膛。随后,冲头退回,凹模分开,即可取出坯料放入下一个模膛。重复以上过程,直至完成全部锻造工作。
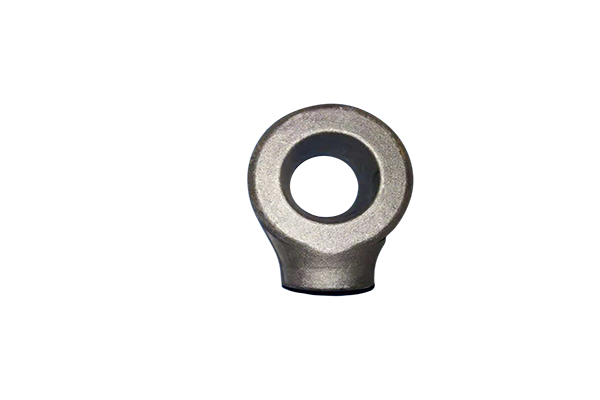
吊耳设计的指导思想是承载能力要有足够大的余量。推荐整体锻造吊耳的结构应满足自身强度和设备连接的强度要求。吊耳设计依据国家相关规范进行初步设计, 根据初步确定的位置及方位做吊装稳定性、强度、局部应力、局部补强、加固、吊耳本身强度等相关的力学计算, 对薄壁、细长塔等特殊设备还应做有限元分析, 确保吊耳设计满足吊装要求。武汉整体锻造在满足强度、稳定性及吊装能力的前提下, 还应吸收国内外吊耳设计的技术, 优化吊耳设计。注意管轴式吊耳的有效容绳长度。吊耳的有效容绳长度应根据吊装所选用的钢丝绳进行确定, 容绳长度过长, 将影响吊耳强度, 加大吊耳本体的局部应力, 不利于安全吊装; 若容绳长度过小, 可能导致钢丝绳无法穿挂, 影响正常吊装。

应使铸件全部或大部分位于同一砂型内,或使主要加工面与加工的基准面处于同一砂型中,以防错型,保证铸件尺寸精度,便于造型和合型操作。整体锻造若铸件的加工面很多,又不可能都与基准面放在分型面的同一侧时,则应使加工基准面与大部分加工面处在分型面的同一侧。应尽量减少分型面的数量,尽量只有一个分型面。这样可简化操作过程,提高铸件精度 (因多一个分型面,铸型就增加一些误差)。武汉整体锻造应尽量使型腔和主要型芯处于下型,以便于造型,下芯,合型及检验型腔尺寸。但下型的型腔也不宜过深,并力求避免使用吊芯和大的吊砂。应尽量选用平直面作分型面,少用曲面,以简化制模和造型工艺。应尽量减少型芯和活块的数量,以简化制模、造型、合型等工序。

精密模锻是提高锻件精度和表面质量的一种先进工艺。它能够锻造形状复杂、尺寸精度高的零件,如锥齿轮、叶片等。其主要工艺特点是:需要准确计算原始坯料的尺寸,严格按坯料质量下料。否则会增大锻件尺寸公差,降低精度。需要仔细清理坯料表面,除净坯料表面的氧化皮、脱碳层及其它缺陷等。整体锻造为了提高锻件的尺寸精度和降低表面粗糙度,应采用无氧化和少氧化加热,尽量减少坯料表面形成的氧化皮。为了尽可能限度地减少氧化,提高锻件的质量,精锻的加热温度较低,对于碳素钢,锻造温度在900~950℃之间,称为温模锻。推荐整体锻造精密模锻的锻件精度在很大程度上取决于锻模的加工精度。因此,精锻模膛的精度必须很高。一般要比锻件精度高两级。精锻模一定要有导柱导套结构,保证合模准确。为排除模膛中的气体,减少金属流动阻力,使金属更好地充满模膛,在凹模上应开有排气小孔。模锻时要很好地进行润滑和冷却锻模。




