

联系人:王震伟
联系电话:13815109015
座机: 0510-85539268
网址:www.mingfengwx.com
地址:无锡市龙延村西溪路25号

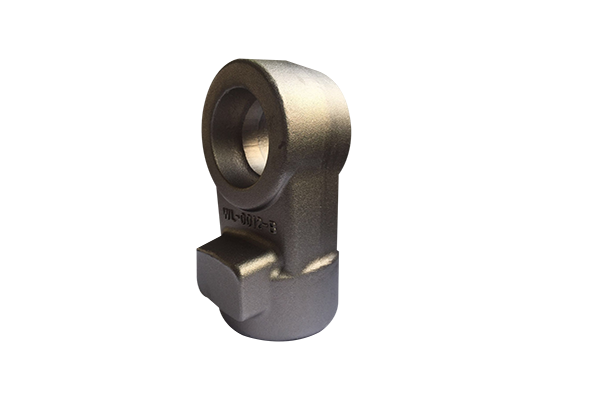
在众多的输送机配件产品中,吊耳是提升运输作业里不可缺少的部件,它是主要的吊点结构,因此要求有很好的承重能力和稳定性,它能够被值得依赖,是因为它的吊耳质量好,不易变形,耐腐蚀性强。精密锻造而它的安装顺序为:根据吊运的物体来选择吊耳中间连接和端部连接。吊耳和连接件应在同一个连接受力中心上。吊耳不允许扭曲、交错安装。推荐精密锻造吊耳、连接件互相匹配。吊耳受空载和载荷的情况下,不应受到撞击和捶击,更不允许随即拆卸。吊运时充分考虑环境的安全性,不安全的环境不吊运,吊运时人必须与现场保持一定距离。严格遵守吊装吊运的安全规则。
尺寸精度:轴颈是轴类零件的主要表面,它影响轴的回转精度及工作状态。轴颈的直径精度根据其使用要求通常为IT6~9,精密轴颈可达IT5。精密锻造几何形状精度:轴颈的几何形状精度(圆度、圆柱度),一般应限制在直径公差点范围内。对几何形状精度要求较高时,可在零件图上另行规定其允许的公差。推荐精密锻造位置精度:主要是指装配传动件的配合轴颈相对于装配轴承的支承轴颈的同轴度,通常是用配合轴颈对支承轴颈的径向圆跳动来表示的;根据使用要求,规定高精度轴为0.001~0.005mm,而一般精度轴为0.01~0.03mm。此外还有内外圆柱面的同轴度和轴向定位端面与轴心线的垂直度要求等。表面粗糙度:根据零件的表面工作部位的不同,可有不同的表面粗糙度值,例如普通机床主轴支承轴颈的表面粗糙度为Ra0.16~0.63um,配合轴颈的表面粗糙度为Ra0.63~2.5um,随着机器运转速度的变大和精密程度的提高,轴类零件表面粗糙度值要求也将越来越小。

氧化:金属坯料在加热时与炉中氧化性气体反应生成氧化物的现象称为氧化。氧化皮的产生,不仅能造成金属的烧损,也能降低锻件表面质量和尺寸精度。推荐精密锻造当氧化皮压入锻件内深度超过机械加工余量时,能导致锻件报废。脱碳:加热时金属坯料表层的碳与氧等介质发生化学反应造成表层碳元素降低的现象称为脱碳。脱碳会使表层硬度下降,耐磨性降低。精密锻造如脱碳层厚度小于机械加工余量,不会对锻件造成危害;反之则影响锻件质量。采用快速加热、在坯料表层涂保护涂料、在中性介质或还原性介性中加热都能减缓脱碳。过热:金属坯料由加热温度过高或高温下保温时间太长引起晶粒粗大的现象称为过热。过热会使坯料塑性下降,锻件的力学性能降低。为此,要严格控制加热温度,尽可能缩短高温阶段的保温时间来预防过热的产生。

模锻件前一火次成型处理完成后,需要在切边模上进行切边处理,因为凸凹模间存在一定的间隙,切边处理过程中会产生沿剪切方向立起的毛刺。精密锻造在下一火次成型处理过程中,带毛刺的模锻件需要置于前一火次相同的型腔内。这一毛刺冷却方法具有硬度高、 温度低、速度快等特征,但模锻件自身的强度较低、温度较高且体积更大。在对击上下模时,毛刺受到上模作用的影响会进入锻件内部,且毛刺并不会被挤压变小、变形。推荐精密锻造在本体和毛刺的交接部位会产生折叠现象。热校正过程中会产生与多火次成型相同的情况,折叠位置通常分布在分模面上,沿分模线环绕一周,并出现“裂纹“状的形态。




