

联系人:王震伟
联系电话:13815109015
座机: 0510-85539268
网址:www.mingfengwx.com
地址:无锡市龙延村西溪路25号
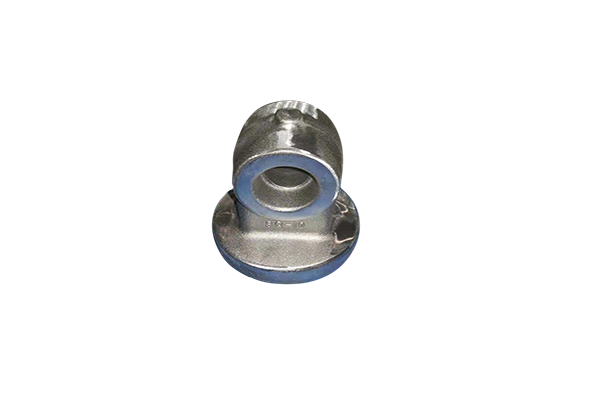
应使铸件全部或大部分位于同一砂型内,或使主要加工面与加工的基准面处于同一砂型中,以防错型,保证铸件尺寸精度,便于造型和合型操作。转向节锻造若铸件的加工面很多,又不可能都与基准面放在分型面的同一侧时,则应使加工基准面与大部分加工面处在分型面的同一侧。应尽量减少分型面的数量,尽量只有一个分型面。这样可简化操作过程,提高铸件精度 (因多一个分型面,铸型就增加一些误差)。无锡转向节锻造应尽量使型腔和主要型芯处于下型,以便于造型,下芯,合型及检验型腔尺寸。但下型的型腔也不宜过深,并力求避免使用吊芯和大的吊砂。应尽量选用平直面作分型面,少用曲面,以简化制模和造型工艺。应尽量减少型芯和活块的数量,以简化制模、造型、合型等工序。
几何形状与尺寸:一般锻件外形尺寸用钢尺、卡钳、样板等量具进行检测;形状复杂的模锻件可用划线方法进行准确检测。推荐转向节锻造表面质量:锻件表面上若有裂纹、压伤、折叠缺陷,一般用肉眼即可发现。有时裂纹很小,折叠处不知深浅时,可在清铲后再观察;必要时可用探伤法检查。无锡转向节锻造内部组织:锻件内部是否有裂纹,夹杂、疏松等缺陷,可用肉眼或用10~30倍放大镜检查锻压断面上宏观组织。生产中常用的方法是酸蚀检验,即在锻件需要检查的部位切取试样,用酸液浸蚀即可清晰地显示断面上宏观组织的缺陷的情况,如锻造流线分布、裂纹和夹杂物等。

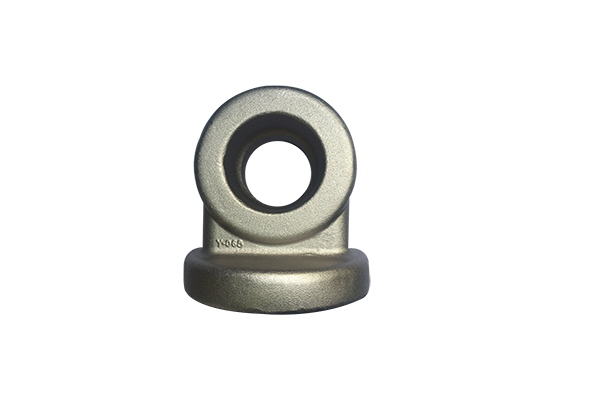
零件上某些不便模锻成形的部位(如小孔和某些凹槽等),可以加上敷料,简化锻件形状。转向节锻造精锻件的尺寸精度或表面质量达不到产品零件图的要求处,需要进行机械加工,此时可根据加工方法预留加工。关于精密模锻件的尺寸精度,目前,温锻件可达4级,热锻件可达5级左右。推荐转向节锻造精密模锻件的表面粗糙度与下列因素有关:坯料的氧化程度(加热时的氧化程度和加热后的氧化皮清除情况).模膛的表面粗糙度.锻模的使用情况(润滑,冷却和清洁等)和锻件的冷却条件等,精密模锻件表面粗糙度,通常为R.12.5~ 1.6。不直度和不平度公差,通常由设计者与制造者协商制定普通模锻时,不直度公差按锻件的大尺寸计算,每亳米取+ 0. 003mm,不平度每毫米+ 0. 006mm。不直度和不平度公差总是正偏差值、精密模缎时,一般仍可采用上述公差,如果要求严格的公差,应采取相应的技术措施。

高密度铁基锻件的方法,按照顺序包括如下步骤: 制备含铁基金属粉末和石墨粉末的铁基粉末混合物。转向节锻造 对该铁基粉末混合物进行预成形压制,以形成预成形坯;另外,锤打锻件可以增加抗冲击能力,即提冲击功 Ak值,而且在每分钟锤击次数达到数值时,横向和纵向ak值为接近。推荐转向节锻造锤打锻件之所以性能较高,主要是锤打过程中,基体里面缺陷组织和大组织会大部(或部分)被打碎重组,因而使整体材料成分均匀,组织和晶粒细致,强韧指标同时得到升。无锡转向节锻造显而易见,这主要是说锤打锻件和热轧型材性能的比较,如果是水压机或机静压成型模锻件,其性能应处在上述二者之间。

冲床是一种装有程序操控系统的主动化机床,可用于各类金属薄板零件加工,一次性主动完结多种杂乱孔型和浅拉伸成型,按要求主动加工不同尺度和孔距的不同形状的孔。无锡转向节锻造冲床的设计原理是将圆周运动转换为直线运动,由主电动机出力,带动飞轮,经离合器带动齿轮、曲轴(或偏疼齿轮)、连杆等工作,来达成滑块的直线运动,从主电动机到连杆的运动为圆周运动。推荐转向节锻造冲床对待加工材料施以压力,使其塑形变形,而得到所要求的形状与精度,因而有必要合作一组模具(分上模与下模),将材料置于其间,由机器施加压力,使其变形,加工时施加于材料之力所形成之反作用力,由冲床机械本体所吸收,从而使冲床动作并加工零件。

与铸件比较,锻件壳体具有相对均匀的结构,较好的密度,较好的强度完整性,较好的尺寸特性,和较小的尺寸误差。转向节锻造定向构造在整个强度和应力方面都比铸件具有更高的性能。推荐转向节锻造高强度:热锻造促进在结晶和晶粒细化,使得材料能够达到尽可能大的强度和一致性,并且件与件之间的变异较小。颗粒流精密地沿着壳体轮廓流动,这些连续的流线有利于减少疲劳或常见故障的发生率。结构完整性:锻造消除了内部缺陷,产生了连贯一致的金相组织,保证了优异的性能。在应力和晶体内腐蚀问题严重的地方,锻件都能够保证较长的使用寿命和无故障服务。可靠性:能够满足设计结构要求的锻件性一直是锻件重要的优点之一,在某种程度上位于上述特性之首;在尺寸和金相方面的一致性;闭模锻造的尺寸一致性造成关键壁厚的完全控制,避免了铸造工艺中铁心移位造成的缺陷;通过优质无分离钢锭和1千至3千吨压力机的冲击力保证了没有内部缺陷的、一致的金相结构。




