

联系人:王震伟
联系电话:13815109015
座机: 0510-85539268
网址:www.mingfengwx.com
地址:无锡市龙延村西溪路25号

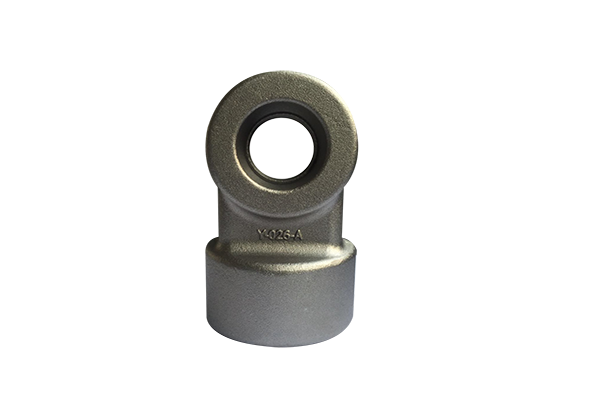
模锻件在工作的过程中主要是指有模具的锻造件,在进行操作时利用模具锻出精度要求比较高,比较复杂的锻件。模锻件的特点应该是针对于自由锻来说的,自由锻基本上不会有模具,只能锻轴、环等简单的东西,而模锻可以锻出很多结构的产品,且可以控制产品的尺寸公差,减少车加工量。推荐三通四通阀体锻造模锻件是锻件的一种,锻造工艺对锻件纤维方向的影响;机械性能试棒的位置;印记、钢号位置等。三通四通阀体锻造质量合格的锻件还必须具备下列要求:按锻造工艺规程锻制的锻件,其全部尺寸均应符合模锻件图上尺寸的要求。同时,要求满足模锻件图上所规定的技术条件要求,如热处理硬度、错移量大小、毛边痕大小、弯曲度、壁厚差、表面缺陷、除掉氧化皮及机械性能要求等。
使用时要充分考虑起重安全载荷的保险系数,一般吊耳应保证2倍工作载荷不变形,4倍载荷能承载、不断裂的原则。三通四通阀体锻造使用时要考虑使用频率、磨损、受腐蚀、强酸、强盐、高温工作环境的影响。吊耳应有足够的刚性和稳定性,具有抗疲劳、耐冲击的性能。推荐三通四通阀体锻造吊耳连接后,连接的尺寸应一致,连接后的支索应等长,安全系数互相匹配。吊耳连接,应有足够的活动空间,保证连接件1.2倍空间。吊耳定期的无损探伤,一般6个月进行一次无损探伤,确保卸扣连接的安全性。配用吊耳时,首先看清吊耳载荷标志,必须按安全载荷使用,不允许超载使用。在使用过程中必须先试吊、后起吊,具有可靠的平衡平稳的重心,才能安全可靠的吊装。
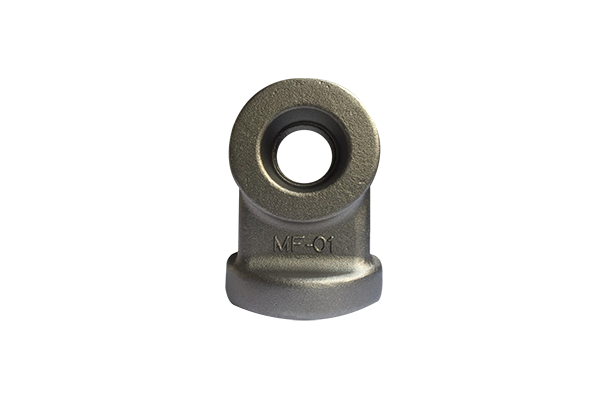
模锻件锻造折叠这一现象的处理方法包括:提高模具的生产质量以及制造工艺水平,从而保证火完全成型,避免热校正工序,也就是不在对模锻件进行型腔二次处理。推荐三通四通阀体锻造然而,在其生产制造过程中需要对工人操作、产品质量、生产率、成本、工艺和设备等环节进行综合考虑,对于所有的终锻型腔,均有可能使用到热校正、预锻和制坯等环节。三通四通阀体锻造另一制造手段在于,在锻件再次置入型腔前,需要将其模线附近的毛刺完全修磨掉,但是,这一处理技术的生产效率较低,且操作成本较高,会降低产品生产质量的稳定性,大大增加工人的工作量和工作强度。

吊耳设计的指导思想是承载能力要有足够大的余量。推荐三通四通阀体锻造吊耳的结构应满足自身强度和设备连接的强度要求。吊耳设计依据国家相关规范进行初步设计, 根据初步确定的位置及方位做吊装稳定性、强度、局部应力、局部补强、加固、吊耳本身强度等相关的力学计算, 对薄壁、细长塔等特殊设备还应做有限元分析, 确保吊耳设计满足吊装要求。廊坊三通四通阀体锻造在满足强度、稳定性及吊装能力的前提下, 还应吸收国内外吊耳设计的技术, 优化吊耳设计。注意管轴式吊耳的有效容绳长度。吊耳的有效容绳长度应根据吊装所选用的钢丝绳进行确定, 容绳长度过长, 将影响吊耳强度, 加大吊耳本体的局部应力, 不利于安全吊装; 若容绳长度过小, 可能导致钢丝绳无法穿挂, 影响正常吊装。

对于易受循环应力影响的各种零件,为了进一步提高其抗蠕变、抗疲劳性能、刚性、塑性、强度,降低零件的自身重量,一般选择锻件为零件提供毛坯。在模锻件的生产过程中,受到各种因素的影响,时常会发生各类不同程度的缺陷问题,其中常见的是锻造折叠问题。锻造折叠发生的主要原因在于,模锻件锻造过程中过氧化表层的金属相互汇合,且其折叠的深度通常存在一定的差异。推荐三通四通阀体锻造如果折叠缺陷发生在机加工面且深度较浅,则可以利用切削加工进行处理;如果折叠缺陷发生在非加工面上且深度较大,则其会对于零件的性能产生十分严重的影响,因而属于一种必须要避免的锻造缺陷。廊坊三通四通阀体锻造裂纹表象和锻造折叠现象的表现较为相似,但其性质存在较大的差异,折叠属于非扩展性缺陷的一种,而裂纹则属于扩展性缺陷的一种。




