

联系人:王震伟
联系电话:13815109015
座机: 0510-85539268
网址:www.mingfengwx.com
地址:无锡市龙延村西溪路25号
表面裂纹多发生在轧制棒材和锻制棒材上,一般呈直线形状,和轧制或锻造的主变形方向一致。锻造件造成这种缺陷的原因很多,例如钢锭内的皮下气泡在轧制时一面沿变形方向伸长,一面暴露到表面上和向内部深处发展。又如在轧制时,坯料的表面如被划伤,冷却时将造成应力集中,从而可能沿划痕开裂等等。连云港锻造件这种裂纹若在锻造前不去掉,锻造时便可能扩展引起锻件裂纹。折叠形成的原因是当金属坯料在轧制过程中,由于轧辊上的型槽定径不正确,或因型槽磨损面产生的毛刺在轧制时被卷入,形成和材料表面成一定倾角的折缝。对钢材,折缝内有氧化铁夹杂,四周有脱碳。折叠若在锻造前不去掉,可能引起锻件折叠或开裂。

对于易受循环应力影响的各种零件,为了进一步提高其抗蠕变、抗疲劳性能、刚性、塑性、强度,降低零件的自身重量,一般选择锻件为零件提供毛坯。在模锻件的生产过程中,受到各种因素的影响,时常会发生各类不同程度的缺陷问题,其中常见的是锻造折叠问题。锻造折叠发生的主要原因在于,模锻件锻造过程中过氧化表层的金属相互汇合,且其折叠的深度通常存在一定的差异。推荐锻造件如果折叠缺陷发生在机加工面且深度较浅,则可以利用切削加工进行处理;如果折叠缺陷发生在非加工面上且深度较大,则其会对于零件的性能产生十分严重的影响,因而属于一种必须要避免的锻造缺陷。连云港锻造件裂纹表象和锻造折叠现象的表现较为相似,但其性质存在较大的差异,折叠属于非扩展性缺陷的一种,而裂纹则属于扩展性缺陷的一种。

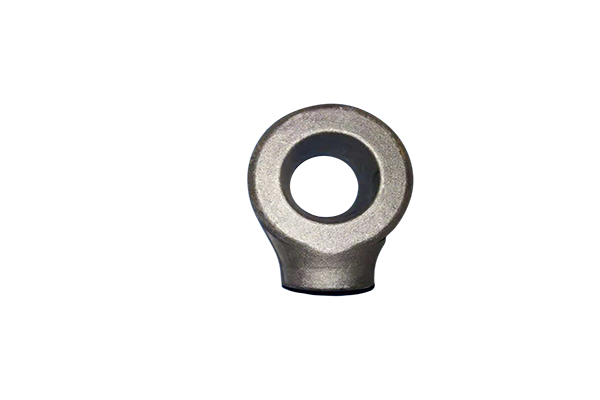
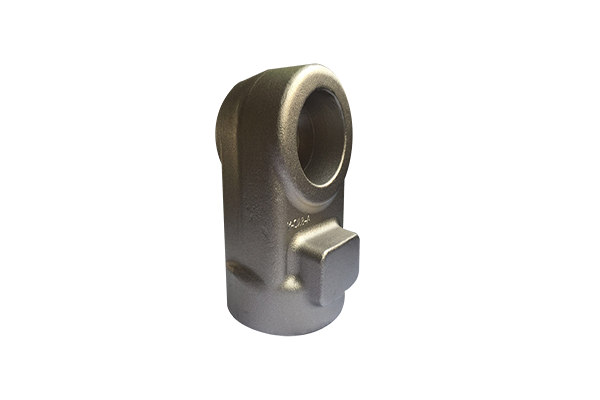
吊耳设计的指导思想是承载能力要有足够大的余量。推荐锻造件吊耳的结构应满足自身强度和设备连接的强度要求。吊耳设计依据国家相关规范进行初步设计, 根据初步确定的位置及方位做吊装稳定性、强度、局部应力、局部补强、加固、吊耳本身强度等相关的力学计算, 对薄壁、细长塔等特殊设备还应做有限元分析, 确保吊耳设计满足吊装要求。连云港锻造件在满足强度、稳定性及吊装能力的前提下, 还应吸收国内外吊耳设计的技术, 优化吊耳设计。注意管轴式吊耳的有效容绳长度。吊耳的有效容绳长度应根据吊装所选用的钢丝绳进行确定, 容绳长度过长, 将影响吊耳强度, 加大吊耳本体的局部应力, 不利于安全吊装; 若容绳长度过小, 可能导致钢丝绳无法穿挂, 影响正常吊装。

SWC型、SWP型十字轴式万向联轴器的主要特点为:具有较大的角度补偿能力,轴线折角,SWC型轴线折角可达15度~25度,SWP型可达10度左右。结构紧凑合理。推荐锻造件SWC型采用整体式叉头,使运载具有可靠性。承载能力大。连云港锻造件与回转直径相同的其它型式的联轴相比较,其所传递的扭矩变大,此对回转直径受限制的机械设备,其配套范围具有优越性。传动效率高。其传动效率达98-99.8%,用于大功率传动,节能效果明显。运载平稳,噪声低,装拆维护方便。
尺寸精度:轴颈是轴类零件的主要表面,它影响轴的回转精度及工作状态。轴颈的直径精度根据其使用要求通常为IT6~9,精密轴颈可达IT5。锻造件几何形状精度:轴颈的几何形状精度(圆度、圆柱度),一般应限制在直径公差点范围内。对几何形状精度要求较高时,可在零件图上另行规定其允许的公差。推荐锻造件位置精度:主要是指装配传动件的配合轴颈相对于装配轴承的支承轴颈的同轴度,通常是用配合轴颈对支承轴颈的径向圆跳动来表示的;根据使用要求,规定高精度轴为0.001~0.005mm,而一般精度轴为0.01~0.03mm。此外还有内外圆柱面的同轴度和轴向定位端面与轴心线的垂直度要求等。表面粗糙度:根据零件的表面工作部位的不同,可有不同的表面粗糙度值,例如普通机床主轴支承轴颈的表面粗糙度为Ra0.16~0.63um,配合轴颈的表面粗糙度为Ra0.63~2.5um,随着机器运转速度的变大和精密程度的提高,轴类零件表面粗糙度值要求也将越来越小。

飞机锻件多用耐蚀的铝合金、钛合金、镍基合金等贵重材料制造。为了节约材料和节约能源,飞机用锻件大都采用模锻件或多向模锻压力机来生产。 连云港锻造件汽车锻按重量计算,汽车上有71。9%的锻件。推荐锻造件一般的汽车由车身、车箱、发动机、前桥、后桥、车架、变速箱、传动轴、转向系统等15个部件构成汽车锻件的特点是外形复杂、重量轻、工况条件差、度要求高。如汽车发动机所使用的曲轴、连杆、凸轮轴、前桥所需的前梁、转向节、后桥使用的半轴、半轴套管、桥箱内的传动齿轮等等。




